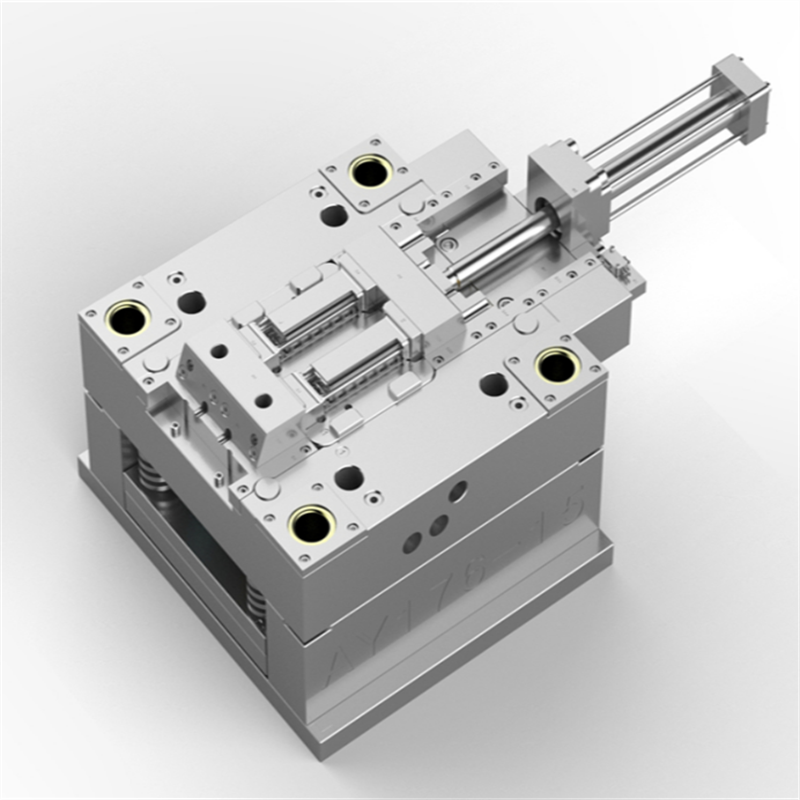
Die casting consists of three elements: alloy, the raw material, a die casting machine and die. It is a process to inject molten alloy (melt) into the die under high pressure, which is said to be the shortest one from the raw material to the product. On the die casting machine two die halves, fixed and movable, are mounted; when the injected melt solidifies quickly, the movable die opens and the casting is taken out. Since it enables a mass production of complex-configuration parts, having 1) precise dimension, 2) accurate finish, 3) fine surface and 4) excellent strength; its merit is highly evaluated, playing an important role in the metal processing industry.
Types of Die Casting Processes
The two die casting processes used industrially are hot chamber, and cold chamber dies casting. Each one has its peculiarities and is applicable in different scenarios.
The hot chamber die casting process is the perfect method for working with low melting point materials such as zinc, tin, lead, and magnesium alloys. It is not suitable for alloys with a higher melting point as it would damage the pump as the pump would directly contact the metal. It involves melting the metal and injecting it into the die using pressure from a hydraulic system.
The cold chamber die casting is the perfect method for working with high melting point materials such as aluminum. This process is ideal for such metal as the high temperature needed to melt the material can damage the pumping system.
The process involves ladling the melted material into a cold chamber before injection into the die. The hydraulic system used in a cold chamber process is similar to that of the hot chamber process. However, it might require a larger pressure ranging from 2000 to 20000 psi.
Steps of Die Casting Process
Whether hot or cold chamber die casting, the standard process involves injecting molten metal into a die mold under high pressure. Below are the intricate die casting process steps:
The first step in the die casting is clamping. However, before then, clean the die to remove any impurities and lubricate the die for better injection and removal of the solidified product. After cleaning and lubrication, clamp and close the die with high pressure.
Melt the metal you want to inject and pour into the shot chamber. The procedure depends on the process you are using. For example, the shot chamber is cold in the cold chamber die casting, while it is hot for the hot chamber die casting. After that, inject the metal into the die under high pressure generated by a hydraulic system.
While clamped, allow the metal to cool for solidification. The solidified material will have a shape similar to the design of the mold.
After unclamping the die mold, an ejection mechanism will push the solid casting out of the die. Ensure proper solidification before ejecting the final product.
This is the final step, and it involves the removal of the excess metal in the sprue and runner found on the finished product. Trimming is achievable using a trim die, saw, or other procedures. The removed metal parts are recyclable and reusable in the process.


Aluminum die casting is a kind of pressure casting parts, through the casting mold pressure casting machinery die casting machine, the heat to liquid aluminum or aluminum alloy poured into the die casting machine inlet, through the die casting machine die casting, casting the mold to limit the shape and size of aluminum parts or aluminum parts, such parts are usually called aluminum die casting.
Learn More
Die casting process is a manufacturing process in which molten metal is poured or forced into steel molds. The molds also known as tools or dies are created using steel and are specially designed for each project. This allows each component to be created with accuracy and repeatability. Aluminum, zinc, and magnesium are the most commonly used die casting alloys.
Learn More
Die casting is a metal casting process that is characterized by forcing molten metal under high pressure into a mould cavity. The mold cavity is created using two hardened tool steel dies which have been machined into shape and work similarly to an injection mold during the process. Most die castings are made from non-ferrous metals, specifically zinc, copper, aluminium, magnesium, lead, pewter, and tin-based alloys. Depending on the type of metal being cast, a hot- or cold-chamber machine is used.
Learn More
Pressure casting an automated casting process in which the liquid melt is pressed into a mold under high pressure (150 to 1200 bar) and at a high filling speed (up to 540 km/h). Usually alloys with a low melting point are used. This pressure casting process is particularly suitable for series and mass production of components because, unlike sand casting, for example, permanent metal molds are used which do not have to be destroyed after casting. It is possible to produce large and complex components with low wall thicknesses.
Learn More
Die casting is one of the most economical and quickest forming processes. The advantages of this production process are that hundreds of thousands of castings can be produced relatively quickly by using just one mold. All components produced have a uniform quality and involve relatively low unit costs. Depending on the melting point of the metal, choose high pressure or low pressure die casting.
Learn More
Die casting is an extremely popular manufacturing process for creating metals products. Die cast parts produce high quality, uniform pieces that can be created in just about any size, part geometry, surface texture, or finish. They can require minimal secondary processes since many features can be integrated into the design such as studs, hinges, drill holes, and bosses, to name a few.
Learn More
The die casting process involves injecting molten metal with low melting points such as zinc and aluminum into the die casting mold and allowing it to cool. Depending on the melting point, it occurs under two different mechanisms (hot and cold chamber casting), and it is suitable for making simple and complex sheet metal parts.
Learn More
Die casting consists of three elements: alloy, the raw material, a die casting machine and die. It is a process to inject molten alloy (melt) into the die under high pressure, which is said to be the shortest one from the raw material to the product. On the die casting machine two die halves, fixed and movable, are mounted; when the injected melt solidifies quickly, the movable die opens and the casting is taken out. Since it enables a mass production of complex-configuration parts, having 1) precise dimension, 2) accurate finish, 3) fine surface and 4) excellent strength; its merit is highly evaluated, playing an important role in the metal processing industry.
Learn More
Aluminum die casting is the method of choice for many automotive, industrial, and telecommunications products. It’s also often used to produce electrical, hydraulic, and lighting components. If you would like to know more about the high pressure aluminum die casting process and would like some help deciding if it is the right choice for your application, please don't hesitate to consult us about your customized project and we can sign a NDA with you.
Learn More
Die casting of aluminium are used for many industrial applications, for example in the automotive industry, applications includes wheels, cylinder blocks and heads, pistons, brake cylinders, and suspension arms. The substitution of aluminum cast components for ferrous castings in the automotive sector is predicted to continue to grow as automakers continue to seek opportunities to reduce vehicular weight.
Learn More
Papler Industry Co.,Ltd has the ability to work with a variety of stainless steel investment casting, delivering high strength and corrosion resistant parts. Our stainless steel investment casting services have been used for transportation, firearms, electrical, tool industry projects, and more. We've been perfecting our methods for decades, and we are one of the most trusted stainless steel precision casting foundries in the industry.
Learn More
Die casting is the manufacturing process of choice when producing high volumes of relatively complex metal parts and is widely used due to its versatility, reliability, and accuracy. Die casting eliminates all or most secondary operations needed to make a metal part; however, post-machining is common to meet tighter critical-to-function tolerances. Die cast parts can also be post-processed in any finish their respective CNC machined counterparts can.
Learn More
Die casting is a thriving facet of the metal fabrication industry. It's tried, tested, and proven method that is conducive to streamlined, high-quality production. Not only is it a cost-efficient way to produce custom metal parts and components, but also allows you to create complex net shapes and complex internal features. If you're interested in finding out more about our die casting alloy services, contact Papler Industry Co.,Ltd to get a free quote on your project.
Learn More
One of the most significant benefits of die casting aluminum is that it creates lighter parts - with more surface finishing options than other die cast alloys. Aluminum can also withstand the highest operating temperatures of all the die cast alloys. Moreover, cast aluminum is versatile, corrosion resistant; it retains high dimensional stability with thin walls and can be used in almost any industry.
Learn More
Aluminum alloy die casting is essential to promote commercial activities in many industries. This is possible because the parts made through die casting have versatility and can be used to do many profitable things. For example, you can use die casting parts to make automobiles, medical tools, military tools and firearms, telecommunication gear, electrical products, and many other things.
Learn More
At Papler Industry Co.,Ltd, each component that we manufacture is custom designed and engineered to our customer's exact specifications. The production volume for each piece we manufacture can vary from several hundred to several hundred thousand die casting parts. Contact us to learn more about our custom die casting service offerings.
Learn More
There isn't one single process that can suit every project. Each die casting mould project is different which is why Papler Industry Co.,Ltd offers multiple solutions for all die casting needs. This ensures the right process is always used for the right application.
Learn More
Papler Industry Co.,Ltd have the advantage of producing Auto die casting aluminum radiator, high quality and low price. In order to meet the high expectations of customers, we now have a solid staff to provide you with the best comprehensive assistance. Establish good and lasting cooperation with you in the future!
Learn More
The process of aluminum die casting is a highly efficient and economical method of producing high quality parts. Intricate and geometrically complex parts with unique designs can be easily mass produced. The center of the process involves the design of a reusable mold or die that is cast from steel.
Learn More
Die casting is the preferred manufacturing process for large runs of complex metal parts because of its reliability, accuracy, and versatility. Both cold chamber and hot chamber die casting method follow the same general approach, but they differ in machinery setup and molten metal delivery. Choosing the right method will depend on if the project is a one - time part development, the part's application, and which metal will satisfy the manufacturer's needs.
Learn More
Die casting is a versatile, efficient and economical process for producing engineered metal parts.Die casting offers a broader range of shapes and components than any other manufacturing technique.The die casting process requires a steel mold. These reusable steel molds, called dies, can be designed to produce complex shapes with a high degree of accuracy and repeatability.The dies are mounted into a machine that injects molten metal into the dies under high pressure. Once the molten metal has solidified, the die is opened and the casting is ejected from the mold. The die is then closed and the process starts over.
Learn More
Die casting is a manufacturing process that is commonly used for producing accurately dimensioned, sharply defined, smooth, or textured surface aluminum parts. It is accomplished by pressing molten aluminum under high pressure into a reusable aluminum die casting molds.
Learn More
Die casting is a high-pressure metal manufacturing die cast process that forces molten metal into a mold (aka tool or tooling) cavity. The mold cavity consists of two hardened tool steel dies. A hot - or cold - chamber machine is used based on the cast metal. We offer die casting services in a variety of materials that produce accurate and complex shapes. Die casting can produce a broad range of parts with perfect finish and astonishing detail.
Learn More
Aluminum alloy has been the widest material used in design die cast parts led light housing. This is no surprising, as it has many advantages, such as good heat release, strong, high light - to - weight ratio, aesthetic, durability, as well as recycle characteristic. Those features make it to be an idea option for Led light housing material.
Learn More
Die cast housing is a high - volume creation process. It is to a limited extent since the die cast housing is a productive, conservative procedure that offers a more extensive scope of parts in pretty much every technical field.
Learn More
Small aluminum die cast is used frequently in the automotive industry as a durable, lightweight alternative to steel and iron. Its electrical and thermal conductivity properties make it well suited for the telecommunications and computer industries. Its lightweight makes it an excellent choice for portable applications.
Learn More
Aluminum die casting is a manufacturing process for producing accurately dimensioned, sharply defined, smooth or textured-surface aluminum die casting parts through the use of reusable molds, called dies. The aluminum die casting process involves the use of a furnace, aluminum alloy, die casting machine, and die.
Learn More
To meet diverse requirements of industry, we are engaged in offering an excellent range of aluminium die cast LED light housings. Apart from our offered products we can supply new/different designs of aluminum die cast products LED light housings as well as per the requirements of buyer.
Learn More
Papler Industry Co.,Ltd have wide - ranging experience within the industry, including the casting engine parts, transmission parts, suspension parts, and more. Die casting automotive is capable of tight tolerances and smooth surfaces while meeting fast and cost - effective production schedules. From initial mold preparation and manipulation to high - precision machining and testing, our high - pressure die casting services are ideal for the automotive industry.
Learn More
Die casting is becoming one of the most relied upon manufacturing methods. Die casting is used in the production of a wide range of products that can be found in just about any industry or vertical you can think of. Of course, like with other metal die casting process, die cast products will only be as good as the metals being used in their production. The source metals will impact the overall quality, durability, and aesthetic appearance of the finished product.
Learn More
Papler Industry Co.,Ltd have two metal casting processes to manufacture automotive parts. The one is pressure die casting process. Depending on the pressure applied, there are 2 types of pressure die casting processes: high pressure die casting and low pressure die casting. By using die casting metal process, we can manufacture almost all aluminum auto parts, such as engine block, cylinder head, piston, connecting rod, transmission housing, wheel hub, pump housing, carburetor housing, valve cover, steering unit housing, clutch housing, etc.
Learn More
Die casting is an economical way of producing large quantities of complicated shaped products of light metals with high precision. Melted metals are introduced at a high speed into the water-cooled metal die or mold through an injection process. The molten metal turns into a solid when in contact with the cool water.
Learn More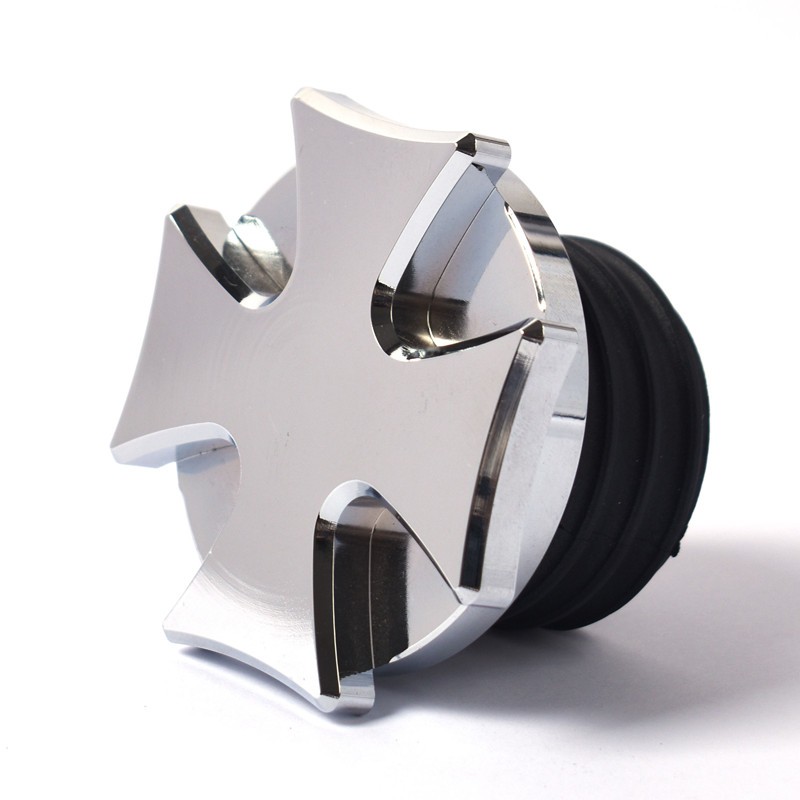
Pressure die casting involves squeezing molten metal into a mould cavity under high pressure and then holding the metal under pressure during solidification. Pressure is applied by the action of a hydraulic piston ram that injects molten metal through a steel die and into the mould. The metal casting is removed from the mould following solidification, and the process repeated using the same permanent mould. The process is suitable for very high rate production because of the fast solidification rate of the casting. Many aluminium and magnesium alloys are cast using this method.
Learn More
Die casting is a well-established casting method, particularly suitable for fully automatic, high productivity, high volume production of complex near net shape parts with part weights ranging from a few grams to more than 15 kg.
Learn More
Aluminum die casting has proven to be an ideal method to create led housings for various parts components with a variety of materials. Aluminum's many properties make it an ideal metal for die-casting designs. Custom aluminum die casting led housings are precious, unique and are inevitable while in the light industry.
Learn More
The plunger tip is a critical element of aluminum die casting process. Its’ successful operation depends on a number of factors, most importantly, its’ efficient interaction with a round, straight, thermally and therefore dimensionally stable shot sleeve.
Learn More
The shot sleeve is a critical element of the aluminum die cast process. For maximum productivity – and also maximum operating life for both shot sleeve and plunger tip – the plunger must consistently move smoothly, and at a steady speed through a perfectly round, straight, shot sleeve.
Learn More
In order to increase strength to weight ratio of casting, the casting needs to be heat-treated. The heat treatment temperature could go as high as 400ºC and for as long as 24 hours. The air trapped inside could expand and cause blistering during heat treatment, especially for aluminum alloys.
Learn More
One of the most versatile metals, aluminum and its alloys have gained prominence in countless applications. Aluminum alloys market are among the most widely used nonferrous metals in engineering applications on account of excellent physical properties. A rapidly growing urban population has increased the demand for advanced construction materials for the development of residential and commercial buildings as well as other infrastructure like bridges and flyovers.
Learn More Contact Us
Contact Us Address : No.103, Tong’an Park, Tong’an Industry Zone, Xiamen, China
Address : No.103, Tong’an Park, Tong’an Industry Zone, Xiamen, China WhatsApp : +86 18259211580
WhatsApp : +86 18259211580 Email : roger@ppl2009.com
Email : roger@ppl2009.com


 IPv6 network supported
IPv6 network supported